



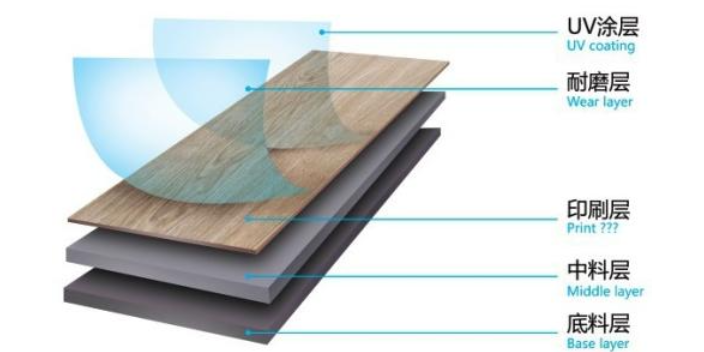
SPC石塑地板結構:
基材,采用鈣粉,PVC混合物材質作為基材印刷層,底層上印刷LVT地板的設計圖案耐磨層,純PVC透明耐磨層覆蓋于印刷層UV防護涂層,SPC地板設備,耐磨層潔凈處理。
1、新型SPC地板具有地板表面防滑、耐磨、美觀、實用。是我公司針對SPC地板的特點,為了降低成本,提高性價比而開發,直接擠出的PVC地板。解決了原有PVC地板用密煉機,開煉機,四輥壓延,回火,熱壓貼膜的復雜加工工藝;占地面積大,用人多,生產成本高,耗能大,設備購買費用高的難題。新型SPC地板是密煉成本的1/3,設備購買成本1/10,性能超過原有粘合的SPC/WPC/石塑地板。
2、直接擠出SPC/WPC/石塑地板,工藝簡單,成本低,各項指標均達到或超過原有的SPC石塑地板。
3、形成原理:直接將彩膜,耐磨層覆到擠出的板材上,并壓出防滑紋,三種材料(基材、彩膜、耐磨層)熔融在一起,粘結強度高,效果好,再涂上UV漆外觀效果好,耐刮傷。
4、應用:室內SPC/WPC/石塑地板;室內地磚;PVC地板。本公司生產石塑地板的主要原料是天然石粉、經檢測不含任何放射性元素,是綠色環保的新型地面裝飾材料。內蒙古特定SPC地板擠出生產線生產過程
SPC地板擠出生產線上海(安徽)嘉好機械制造有限公司是一家專業從事各類擠出機研發、生產、銷售和服務的機械制造商。
SPC地板也叫石塑地板,SPC防水地板,PVC鈣塑地板,PVC地板,石塑鎖扣地板,SPC鎖扣地板等等,是現在市面上風生水起的一種新型環保安全深受大家喜愛的地面材料。
SPC石塑地板原材料為聚氯乙烯樹脂粉和鈣粉及其他相關環保助劑。無毒無害生態環保健康。
1、在線覆膜和壓紋分開控制,操作靈活。
2、彩膜、耐磨層貼合牢度更穩定,表面紋路變形小。
3、擠出產量高、速度快。
4、采用循環冷卻水冷卻的冷卻系統,冷卻成型速度快。河北節能SPC地板擠出生產線怎么樣石塑地板有特殊的經高科技加工的透明耐磨,其耐磨轉數可達30000轉。
SPC鈣塑地板優勢和發展趨勢:
SPC鈣塑地板具有防火,防水,防,環保,耐用,性價比高等優點。
SPC地板因為其良好的品質性能和較高的性價比已在國外市場廣受追捧,在國內也逐漸形成超勢。
在家庭裝修中,使用SPC地板已成為一種趨勢,也體現了消費者追求健康、環保、品質生活的家裝訴求,可以預幾在不久的將來,SPC塑膠地板會逐步取代現有常見的地面材料,在工裝、家裝工程中占有一席之地。
上海嘉好機械制造有限公司有是國內首批生產SPC地板生產線廠家。我們提供先進的生產線以及現場安裝調試,提供原材料配方和生產培訓。
SPC石塑地板生產線應用/優點:
SPC地板生產線可用于生產SPC乙烯基地板和LVT地板,SPC地板具有良好的商業前景:
●100%環保:SPC地板的主要原材料為PVC樹脂、高級鈣粉,天然環保,100%不含甲醛、鉛、苯,不含重金屬,不含可溶性揮發物,無輻射。
●超級防滑:SPC地板耐磨層具有很強的防滑性能,遇水不易打滑。
●除菌防霉:經過特殊的除菌防污處理,其表面對大多數細菌有較強的殺滅能力,能有效抑制細菌繁殖。
●適宜的地板下采暖:SPC地板具有良好的導熱性和散熱能力。是地板采暖和節能的優先。
●高彈性、高韌性:人不慎摔倒不易受傷。
●強耐磨性:耐磨層正常使用可使用10-50年。
●阻燃劑:能有效阻燃,防火等級B1,不產生有毒有害氣體。
●防水防潮。SPC石塑地板具有出色的穩定性和耐用性,解決了實木地板的水分變形和發霉問題。

SPC鈣塑地板的英文為:Soft composite board,也是硬質多層復合PVC鈣塑地板的簡稱
SPC鈣塑地板是通過擠出機擠出PVC的基材,用四輥壓光機組,分別把PVC彩膜+PVC耐磨層+PVC底膜,一次性壓貼復合而成的產品,工藝簡單、貼合靠熱量完成,不含膠水。
SPC鈣塑地板材料使用環保配方,不含重金屬、鄰笨二甲酸脂、甲醛等有害物質,符合EN14372、EN649-2011、IEC62321、GB4085-83標準。SPC鈣塑地板密度:1.9~2噸/立方米;
SPC鈣塑地板收縮率:≤1‰(經過回火處理);:≤2.5‰(沒有經過回火處理)(收縮率測試標準:80℃,6小時的標準)
SPC鈣塑地板優點:SPC地板物理指標穩定可靠、化學指標符合國際、國家標準!
SPC鈣塑地板缺點:SPC地板密度大、重量重,運輸成本高!
SPC鈣塑地板與WPC地板對比:SPC地板制造工藝簡單,生產成本低,投資低回報快!直接擠出SPC/WPC/石塑地板,工藝簡單,成本低,各項指標均達到或超過原有的SPC石塑地板。湖南本地SPC地板擠出生產線生產過程
SPC地板均可同時在一條生產設備上完成多層結合為一體。可減少表層處理花紋,耐磨的設備。內蒙古特定SPC地板擠出生產線生產過程
SPC鈣塑地板生產工藝流程:
工序1:混料根據第五點原材料按照配比,倒入→高速混合機熱混(熱混溫度:125℃,作用是各種材料混合均勻,排除材料中的水份)→進入冷混(給物料降溫,防止結塊和變色,冷混溫度:55℃。)→通過冷卻混合均勻的材料;
工序2:擠出加入錐雙螺桿擠出機,進行加熱擠出→進入板材模頭進行擠出成型,成型的片材經過四輥壓光機,基材進行定型→貼彩膜→貼耐磨層→冷卻→切割;
工序3:UV回火表面UV→回火(回火熱水溫度:80~120℃;冷水溫度:10℃)
工序4:分切開槽+包裝分切→開槽→檢驗→包裝。內蒙古特定SPC地板擠出生產線生產過程