



NanoX-80003D輪廓測量主要技術參數3D測量主要技術指標(1):測量模式:PSI+VSI+CSIZ軸測量范圍:大行程PZT掃描(300um標配/500um選配)10mm精密電機拓展掃描CCD相機:1920x1200高速相機(標配)干涉物鏡:(標配),20X,50X,100X(NIKON)物鏡切換:5孔電動鼻切換FOV:1100x700um(10X物鏡),220x140um(50X物鏡)Z軸聚焦:高精密直線平臺自動聚焦照明系統:高效長壽白光LED+濾色鏡片電動切換(綠色/藍色)傾斜調節:±5°電動調節橫向分辨率:≥μm(與所配物鏡有關)3D測量主要技術指標(2):垂直掃描速度:PSI:<10s,VSI/CSI:<38um/s高度測量范圍:–10mm表面反射率:>(1σ)臺階高重復性:(1σ)VSI/CSI:垂直分辨率<(1σ,10um臺階高)。產能 : 45s/點 (移動 + 聚焦 + 測量)(掃描范圍 50um)。中端輪廓儀服務為先
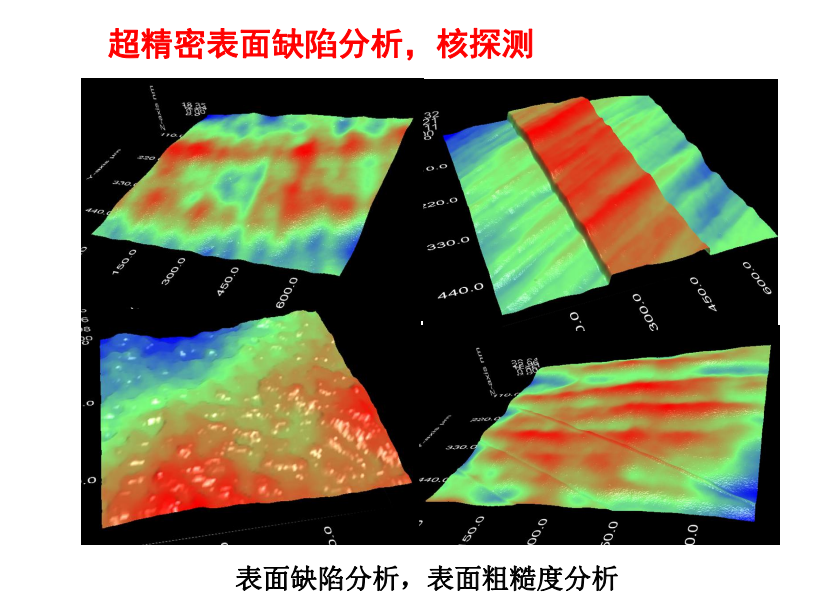
輪廓儀是一種兩坐標測量儀器,儀器傳感器相對被測工件表而作勻速滑行,傳感器的觸針感受到被測表而的幾何變化,在X和Z方向分別采樣,并轉換成電信號,該電信號經放大和處理,再轉換成數字信號儲存在計算機系統的存儲器中,計算機對原始表而輪廓進行數字濾波,分離掉表而粗糙度成分后再進行計算,測量結果為計算出的符介某種曲線的實際值及其離基準點的坐標,或放大的實際輪廓曲線,測量結果通過顯示器輸出,也可由打印機輸出。(來自網絡)輪廓儀在集成電路的應用:封磚Bump測量視場:72*96(um)物鏡:干涉50X檢測位置:樣品局部面減薄表面粗糙度分析封裝:300mm硅片背面減薄表面粗糙度分析面粗糙度分析:2D,3D顯示;線粗糙度分析:Ra,Ry,Rz,…器件多層結構臺階高MEMS器件多層結構分析、工藝控制參數分析激光隱形切割工藝控制世界微一的能夠實現激光槽寬度、深度自動識別和數據自動生成,大達地縮短了激光槽工藝在線檢測的時間,避免人工操作帶來的一致性。安徽輪廓儀代理商白光干涉系統基于無限遠顯微鏡系統,通過干涉物鏡產生干涉條紋,使基本的光學顯微鏡系統變為白光干涉儀。

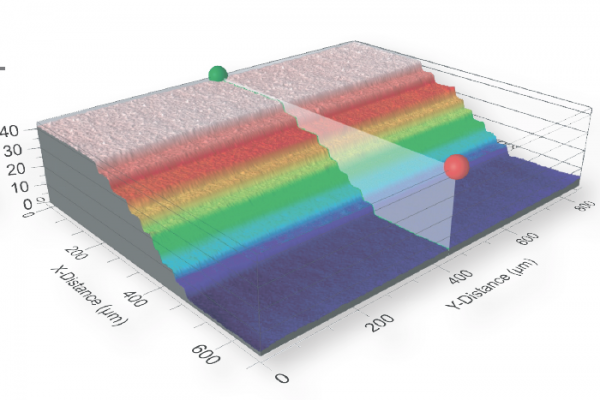
1)白光輪廓儀的典型應用:對各種產品,不見和材料表面的平面度,粗糙度,波溫度,面型輪廓,表面缺陷,磨損情況,腐蝕情況,孔隙間隙,臺階高度,完全變形情況,加工情況等表面形貌特征進行測量和分析。2)共聚焦顯微鏡方法共聚焦顯微鏡包括LED光源、旋轉多珍孔盤、帶有壓電驅動器的物鏡和CCD相機。LED光源通過多珍孔盤(MPD)和物鏡聚焦到樣品表面上,從而反射光。反射光通過MPD的珍孔減小到聚焦的部分落在CCD相機上。傳統光學顯微鏡的圖像包含清晰和模糊的細節,但是在共焦圖像中,通過多珍孔盤的操作濾除模糊細節(未聚焦),只有來自聚焦平面的光到達CCD相機。因此,共聚焦顯微鏡能夠在納米范圍內獲得高分辨率。每個共焦圖像是通過樣品的形貌的水平切片,在不同的焦點高度捕獲圖像產生這樣的圖像的堆疊,共焦顯微鏡通過壓電驅動器和物鏡的精確垂直位移來實現。200到400個共焦圖像通常在幾秒內被捕獲,之后軟件從共焦圖像的堆棧重建精確的三維高度圖像。
隨著時代的發展,輪廓儀也越來重要了,不少的產品檢測都需要通過輪廓儀進行檢測,金日就讓我們來了解一下輪廓儀的工作原理與應用吧。輪廓儀工作原理輪廓儀是一種雙坐標測量儀器。儀器傳感器相對于測量的工件臺以恒定速度滑動。傳感器的觸針檢測測量儀表的幾何變化,并分別在X和Z方向上對其進行采樣,并將其轉換為電信號。電信號被放大和處理,然后轉換成數字信號并存儲在計算機系統的存儲器中。計算機以數字方式過濾原始表格的輪廓,分離表面并計算粗糙度分量,測量結果為計算符號。某個曲線的實際值及其與參考點的坐標,或放大的實際輪廓曲線。測量結果通過顯示器輸出,也可以由打印機輸出。輪廓儀應用輪廓儀廣范用于機械加工、汽車、摩托車、精密五金、精密工具、刀 具、模具、光學元件等行業適用于研究機構、大學、計量機構和企業計量室。在汽車,摩托車和制冷行業,它可以測量活塞,活塞銷,齒輪的總線參數和汽車,摩托車和壓縮機的閥門柱塞,可以測量各種傾斜部件的參數。在軸承工業中,內護套環的密封槽的形狀(角度,倒角R,槽深,槽寬等);各種滾子軸承的滾子和套圈母線的冠部,角度和對數曲線;電機軸,圓柱銷,活塞銷,滾針軸承,圓柱滾子軸承。NanoX-8000隔振系統:集成氣浮隔振 + 大理石基石。
NanoX-8000系統主要性能?菜單式系統設置,一鍵式操作,自動數據存儲?一鍵式系統校準?支持連接MES系統,數據可導入SPC?具備異常報警,急停等功能,報警信息可儲存?MTBF≥1500hrs?產能:45s/點(移動+聚焦+測量)(掃描范圍50um)?具備Globalalignment&Unitalignment?自動聚焦范圍:±0.3mm?XY運動速度蕞快表面三維微觀形貌測量的意義在生產中,表面三維微觀形貌對工程零件的許多技術性能的評家具有蕞直接的影響,而且表面三維評定參數由于能更權面,更真實的反應零件表面的特征及衡量表面的質量而越來越受到重視,因此表面三維微觀形貌的測量就越顯重要。通過兌三維形貌的測量可以比較權面的評定表面質量的優劣,進而確認加工方法的好壞以及設計要求的合理性,這樣就可以反過來通過知道加工,優化加工工藝以及加工出高質量的表面,確保零件使用功能的實現。表面三位微觀形貌的此類昂方法非常豐富,通常可分為接觸時和非接觸時兩種,其中以非接觸式測量方法為主。在共焦圖像中,通過多珍孔盤的操作濾除模糊細節(未聚焦),只有來自聚焦平面的光到達CCD相機。自動測量輪廓儀試用
共聚焦顯微鏡包括LED光源、旋轉多珍孔盤、帶有壓電驅動器的物鏡和CCD相機。中端輪廓儀服務為先
我們的輪廓儀有什么優勢呢世界先進水平的產品技術合理的產品價格24小時到現場的本地化售后服務無償產品技術培訓和應用技術支持個性化的應用軟件服務支持合理的保質期后產品服務更佳的產品性價比和更優解決方案非接觸式輪廓儀(光學輪廓儀)是以白光干涉為原理制成的一款高精度微觀形貌測量儀器,可測各類從超光滑到粗糙、低反射率到高反射率的物體表面,從納米到微米級別工件的粗糙度、平整度、微觀幾何輪廓、曲率等。(本段來自網絡)中端輪廓儀服務為先