



定心虎鉗中裝夾工件的注意事項?(1)、工件的被加工面必須高出鉗口,否則就要用平行墊鐵墊高工件。(2)、為了能裝夾得牢固,防止刨削時工件松動,必須把比較干整的平面貼緊在墊鐵和鉗口上。要使工件貼緊在墊鐵上,應該定心虎鉗一面夾緊,一面用手錘輕擊工件的子面,光潔的平面要用銅棒進行敲擊以防止敲傷光潔表面。(3)、為了不使鉗口損壞和保持已加工表面,夾緊工件時在鉗口處墊上銅片。(4)、剛性不足的:工件需要支實,以免夾緊力使工件變形。定心虎鉗的夾緊力,中心定位精度上置鉗口都可以通用。嘉興新式定心虎鉗
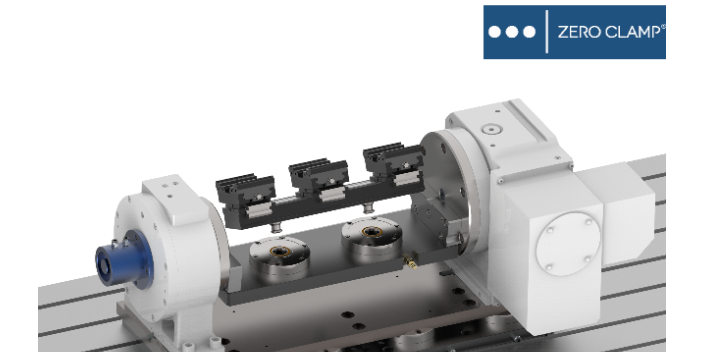
定心虎鉗手動定心虎鉗配合SL虎鉗,由零點拓展基座抬高,可實現輪廓無干擾的五面加工。德國ZEROCLAMP降低多達90%的停機時間,傳統夾具種類眾多,有通用夾具(如卡盤、平口鉗等已經標準化,在一定范圍內可用于加工不同工件的夾具)、專門夾具(適合批量生產,具有專一性,當產品變更時,夾具就要報廢)、組合夾具(標準化的夾具單元組合使用,適合單件和新產品試制)等。其特點就是加工工件變化時,要重新選擇夾具,每個工廠的庫房中都有大量的夾具。同時工件裝夾繁瑣,費時費力,要不斷的打表找正,工序變化時,要始終不斷的測量加工零點的位置。ZEROCLAMP零點定位把機床內的裝夾動作(比如打表、校中心、鎖緊、清潔等動作)換到機床外做,零點定位系統是一個快速定位、快速夾緊、定位和夾緊同時進行的裝置,所以它可以讓機床不停的運轉加工,降低多達90%的停機時間。東莞密封式定心虎鉗費用自定心虎鉗可實現定位和夾緊一步到位。
精密定心虎鉗使用注意事項:保持破碎機進給均勻,防止過載。我們必須嚴格防止金屬和木頭掉進機器。當不能破碎時,飼料的水分含量不能太高,濕法破碎時,要保持適量的水量,防止沖洗水不足造成的堵塞,降低生產能力。檢查破碎產品的尺寸是否符合要求。如果有超過規定粒度的顆粒過多,應找出原因(如篩分間隙大、出料口寬度、錘頭磨損等),并采取相應措施加以消除。當破碎機停止時,檢查緊固螺栓是否牢固,磨損零件有多容易。對于齒式破碎機,我們還應該利用停車機會去除牙齒之間的木材。磨損部件應及時更換或修理。破碎機的安全裝置應保持在良好的狀態,因此不能保存安全裝置。
解決虎鉗裝夾轉動軸定位不準的方法:在夾具底板右上端設置固定尾座,夾具底板上端中部對稱安裝有兩個油缸底板,兩個油缸底板的上端前部均安裝有頂緊缸,后部為壓緊缸,右側設有V型支架。夾具底板的上端左部安裝有頂緊尾座,四個拐角處均安裝有吊環。1.固定尾座 2.夾具底板 3.傳動軸 4.油缸底板 5.頂緊缸 6.頂緊尾座 7.壓緊缸在進行鍵槽加工之前,需要現在工業機器人傳動軸的端面加工出端面中心孔,因此利用固定尾座、頂緊尾座的配合,分別頂在傳動軸的端面中心孔處,實現軸向定位;利用V型支架和頂緊缸實現對傳動軸的下方外圓面的支撐,再利用壓緊缸壓緊實現徑向定位。自定心虎鉗手動快速鎖緊、解鎖;

如何正確選擇精密定心虎鉗?機床,根據“加工機床的種類”進行選擇:應選擇與加工機床相匹配的定心虎鉗。可根據所使用的機床選擇。根據“加工方向(螺桿方向)”進行選擇:加工中心根據立式、臥式的不同,生產方法及定心虎鉗的安裝方法等可能會有所差異。需考慮各自適用的機型及使用方法。尤其是臥式加工中心,定心虎鉗的使用方法多種多樣。根據“加工方法(工序)”進行選擇:工件的設置方法根據批量生產、非批量生產、工序數、加工條件、加工機床等的不同而異。若選擇適合加工方法的定心虎鉗,可提高效率。“考慮加工精度”進行選擇:隨著加工機床的高精度化、加工要求精度的高水準化,作為加工夾具的精密定心虎鉗也必須實現高精度化。選擇高精度的精密定心虎鉗時,應遵循以下5項要點。1.可牢靠夾緊工件。應具有充足的夾緊力。2.定心虎鉗自身精度高。3.夾緊時工件不會上浮。4.采用強力夾緊時也不會變形的結構及材質。5.可長期保持高精度。定心虎鉗的使用方法多種多樣。長沙雙向定心虎鉗哪家正規
自定心虎鉗具有精度高、重量輕、夾持范圍大和操作靈活的特點。嘉興新式定心虎鉗
自定心虎鉗:1.非常適合工件的五面加工,2.無需附加定位裝置,也能保證工件的重復定位精度,3.通過可翻轉卡爪,實現更大的夾持范圍,4.虎鉗自重較輕,同時具備快換功能,方便工人裝卸。自定心虎鉗夾持方式分為硬爪咬合式夾持、軟爪虎鉗面夾持。1. 自定心虎鉗夾持范圍大,全行程無極調節。2. 視零件大小以及加工方式的不同,工裝塔單面夾持零件的數量高達 10 個。3. 夾持可靠。4. 型面虎鉗按零件形狀需求可做加工。5. 結構精巧輕便,方便快換。6. 卡爪可更換。7. 虎鉗可快換。8、密封式的結構不易受金屬屑的影響。嘉興新式定心虎鉗